|
It's good business
Environmental driven activity is increasingly common in manufacturing businesses to address the triple bottom line components of people, planet and profit: namely accounting for societal needs, the growing evidence of global warming and the need to reduce costs (see Figure 1). Indeed the emerging evidence is that current estimates for the year by which CO2 levels must brought under control by is extremely conservative. The drivers are typically from opportunity costs of reducing the consumption of resources as well as the requirements and punitive costs from increasing legislation. Long term predictions indicate that the necessity to reduce resource use will continue and accelerate. The pressures originate from rising energy costs as oil reaches peak output and demand outstrips supply as well as on the cost and availability of materials and their subsequent disposal. Two examples of this are the increase in steel prices and material disposal costs in UK landfill. Additionally there are concerns over the security of material supply. Aside from the societal pressures to be cleaner, manufacturers must reduce the consumption of materials and energy and subsequent waste to remain competitive. Waste here must be interpreted in its widest form, not simply easy to see material waste but to include energy, water and other resources.

Figure 1. Sustainability the triple bottom line
Sustainable manufacture is based on the principle of meeting the needs of the current generation without compromising the ability of future generations to meet their own needs. Operational methods for the minimisation of energy use in manufacturing have been studied. Pre-dating sustainability research are the waste reduction principles embedded in the Toyota Production System. Interestingly Toyota Motor Europe's focus on reducing VOCs, water and energy use since 1993 has resulted a 68% reduction in use per car so far as well as achieving zero waste to landfill. This is from a company known to be aggressive on waste and many would therefore not expect them to find such additional waste. There must be significant savings to be made in all companies therefore. But companies do not intend to be wasteful, so apart from switching off equipment how do they know what to do? To quote one facilities manager you have to "dig, dig, dig to find there are still savings to be made".
There has been a growth in information on sustainable manufacture but still little is known about how the components of low carbon, sustainable manufacture can be brought together in an integrated way. Importantly there is little in the way of pragmatic, low cost examples of how manufacturers have made significant savings.
Keeping the value
Few industries have considered their manufacturing system as an industrial metabolism using natural systems as a model. Here material and energy are used not only in an efficient but also an effective way in order to comply with the four system's conditions according to The Natural Step:
- Do not deplete natural resources extracted from ecosphere;
- Do not accumulate waste produced by technosphere into the ecosphere;
- Do not degrade the ecosphere by physical means;
- Meet human needs worldwide.
The systems approach draws a clear distinction between the ecosphere, associated with environmental science, and the technosphere, associated with environmental engineering (see Figure 2). Material and energy inputs are "consumed" in the technosphere with limited efficiency. By maximizing resource use productivity, the amount of waste output and related CO2 emissions can be minimised. By allowing the recirculation of what was previously "lost" or "emitted" to the ecosphere, efficiency is increased. Emissions of CO2 can be used as a performance indicator but it does not capture all the environmental impacts such as resource depletion. It is, however, the easiest measure to quantify the consequences of human activities on environment.
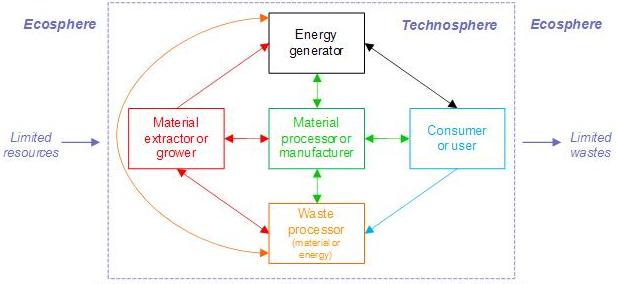
Figure 2: An industrial ecology view of manufacturing
This industrial ecology view can be transformed into a view of the lifecycle of materials against the thermodynamic state (Figure 3). As material is converted into components and those components are assembled into products the value or thermodynamic state increases. The R's strategies of reduce, reuse, recycle, etc. can be mapped onto this. Any change of state will change the value of the materials. Under typical current "recycling" this change of state involves significant jumps thereby losing most value and consuming most energy to return the material to a form usable in a product. There are increasing examples of companies reusing components rather than recycling, thereby keeping the value and reducing costs. The diagram also captures losses from the value stream. Examples of this down cycling are "recycling" glass for road construction and "recycling" plastic for picnic benches respectively!
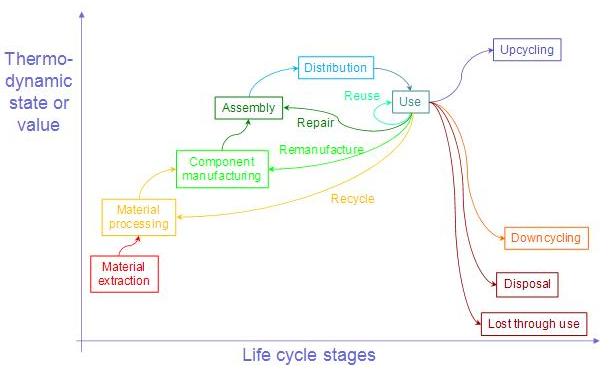
Figure 3. Lifecycle of materials against thermodynamic state
Why change?
There are numerous pressures on manufacturers to change (see Figure 4). The pressures may arise externally from legislation change, consumer pressures and pressures from wider society. A common pressure is from customers demanding evidence of sustainable manufacturing activity. Other pressures are associated with the key resource flows into a business (materials and energy) and those out of a business (product and waste). Whilst manufacturers are putting considerable work into becoming leaner and removing waste, this waste removal has previously concentrated on visible waste. Increasingly companies are placing more attention to less visible wastes such as energy (power, heat), compressed air (heat, leakage, inappropriate use) and water.
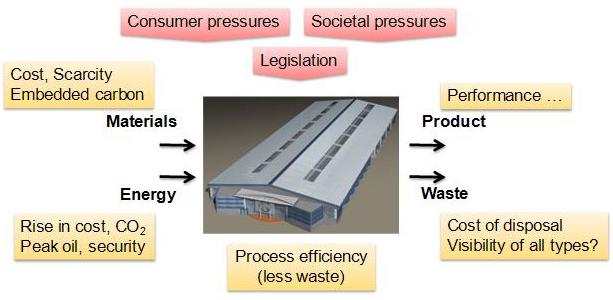
Figure 4. Key motivations for manufacturers to become more sustainable
What are companies doing?
Many practices that manufacturers are adopting are practical and simple. But these practices should not be undervalued. They are often relatively easy to implement, require little investment and produce significant savings. To keep resources in the technosphere, the following is a starting set of ideas to adapt, copy and in turn pass on to others! All are taken from recent examples from manufacturers of all sizes and sectors and are categorised according to Figure 5:
Materials and packaging: Ordering materials in appropriate volumes in appropriate packaging can reduce costs through lower packaging content and less wasted product. One example is a small liquids processor who worked with their supplier on reusable packaging which also enabled full liquid extraction with resulting cost reductions for both supplier and customer. Another example is Farnell who now distribute electronics in biodegradable antistatic packaging.
Energy: Focus on reducing energy consumption (see below) before considering the origin of energy, however, one interesting example from Mars is their investment in piping methane from local landfill to significantly reduce energy costs.
Measurement: Invariably all companies measure the consumption of resources to prompt potential savings. Measurement can prompt for savings in absolute consumption terms as well as comparisons between production areas or shifts. Companies following the consumption have made impressive savings. One best-in-class company long known for its focus on waste recently reduced its absolute energy consumption by nearly 10% year on year for 5 years. It was also increasing its production volumes! Trelleborg Sealing Solutions Malta set a target of reducing their energy consumption by 10% within one year. Through their structured improvement process they measured current consumption, set targets for improvement and used display boards for communicating progress. Their improvements ranged from stopping demand (e.g. switching off equipment and lighting when not needed), reducing service provision to meet not exceed demand (e.g. reduced compressed air pressure and isolating some transformers) and using more energy efficient devices (e.g. more energy efficient lighting). These show a disciplined, cost effective approach to energy reduction rather than major investments.
Water: Water conservation is perhaps an obvious area for attention but sometimes investment in alternative sources such as rainwater harvesting suggests significant investment. One company invested in large water butts for collecting rainwater from their roofs. It has saved significant sums in water consumption for the cleaning of their yard. Condensers recover water from steam systems and return it to boilers saving on energy use. APW Electronics Ltd reduced demand in their existing facility through analysis of use and reducing consumption in PCB manufacture.
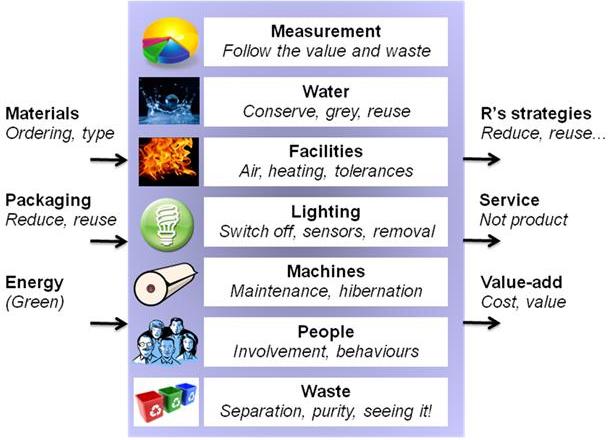
Figure 5. Examples of changes towards sustainable manufacturing practice
Facilities: Compressed air is known to be an inefficient form of shop floor energy made worse by line leaks and inappropriate use of air for cleaning. Basic maintenance can significantly save on compressor costs. Toyota Motor Europe recently identified it was able to relax the operational tolerances on its chillers making significant energy savings without effecting critical production conditions.
Lighting: The suggestion that lights should be switched off when not in use is an obvious one but not always easy when running multiple shifts and balancing with the risk of lamp failure. Disciplines are important here. Sensors can be installed for automatic lighting of less well used areas of a facility. One company reviewed the lighting levels and determined they were well in excess of requirements and saved energy by removing every other lamp. An automotive supplier acquired a new production area with sufficient skylights to avoid the use of daytime overhead lighting and Airbus's new A350 final assembly line facility has natural lighting as a key feature.
Machines: Basic machine maintenance is a commonly cited approach to reducing costs (maintaining machine life and reducing consumable consumption). Coolant systems can be changed or work carried out with suppliers. Shockingly when many companies plot energy consumption against production there is a relatively little drop in energy consumption once production ceases. Whilst it can be risky to switch machines off they can be hibernated or powered down (CNC machines may tolerate pressing the emergency stop to reduce energy consumption but not risking difficulties in restart. Clean room air handling can be reduced after shift end providing doors are not used). Mars has measured the production load and base load of each of their production lines and uses a simple traffic light system. Production staff must not exceed base load when production lines have stopped and must not exceed target KJ/tonne when lines are running resulting in significant energy savings.
People: The involvement of staff in improvement work and ensuring adherence to new practices is fundamental. Regular audits, incentive schemes and participation in national awards have significant influence here. Leadership from the senior management team to initiate and sustain momentum is essential. Through the inspiration of its managing director, Framptons staff in two years have halved the company's carbon footprint, reduced waste-to-landfill by 80% and saved over one million kWh of energy.
Waste: Separation of waste streams minimises the loss of value of the waste and reduces cost of disposal or increases value of sale. Martin Baker keeps swarf types separate and ensures cleanliness and therefore maximises waste value whilst recovering coolant. Some waste is not obvious, such as water, as it is hard to visualise volumes. One company calculated water use in the number of imaginary tanker deliveries per hour rather than abstract volume measurements to communicate the consumption, which soon fell!
Product or service? Whilst many manufacturers sell products there are increasing examples of Product Service Systems (PSSs) in which the manufacturer sells a service based on the product they own. Retention of the product ownership enables greater product performance insights, retention of valuable materials and a greater incentive to reuse. A classic example of this is Xerox manufacturing copiers yet selling the service rather than the physical asset. They can help customers to reduce copy volumes as well as reuse over 90% of components in the remanufacture of returned copiers.
Value-add products: Changing the product specification or its packaging can save on direct costs as well as enable customers machines to run faster or more accurately. One example is Fibercore Ltd who changed their drum size to save on material and shipping cost and allowed the customer to control their process more easily.
In many of the examples of sustainable programmes it is very common for manufacturers to cite an external influence in initiating their activity, e.g. a key customer or transfer onto a new energy tariff. Once started it is clear, just like lean manufacturing and other improvement campaigns, that internal leadership is key. The leaders in these companies are relentless in promoting sustainable manufacturing and challenging all staff to reduce waste of all forms and thereby reduce costs.
A simple start
Whilst the pressures on manufacturing to become more sustainable and awareness of this imperative are increasing, techniques are just developing to support manufacturers on this journey. Technology is developing to generate energy more cleanly and consume less material and energy as well as how these technologies can be most effectively combined with existing technologies and facilities. By taking a systems view there is potential to reduce net consumption in manufacturing. Prior to adopting a wider view there are many simple ways of making changes to manufacturing systems that can reduce material and energy use and reduce waste production. Here is a starting list of such early changes.
|
About the Author:
Peter Ball CEng MIET is a Senior Lecturer in Manufacturing Operations in the Manufacturing Department at Cranfield University. He is part of the Technology Strategy Board funded THERM (THrough-life Energy and Resource Modelling project) and course director for Cranfield's MSc in Engineering and Management of Manufacturing Systems and MSc in Sustainable Manufacturing. His research interests include manufacturing system design and operation; simulation modelling of manufacturing, supply chain and engineering service systems; and sustainable manufacturing implementation methods and tools. For a more complete professional profile of this author, click here.
Acknowledgements: Many individuals contributed to this article from the THERM project including Steve Evans, Melanie Despeisse, Steve Hope and Andy Levers.
|
|Back to TITLE|
Page 1
Page 2
Page 3
Page 4
Page 5
Page 6
Page 7
Page 8
Page 9
Supplement 1
Supplement 2
Supplement 3
Supplement 4
Supplement 5
PelicanWeb Home Page
| 

![[groups_small]](groups_small.gif)